Железа сплавы, металлические системы, одним из компонентов которых (как правило, преобладающим) служит железо. Различают сплавы железа с углеродом (нелегированные и легированные чугуны и стали), сплавы с особыми физико-химическими свойствами и ферросплавы.
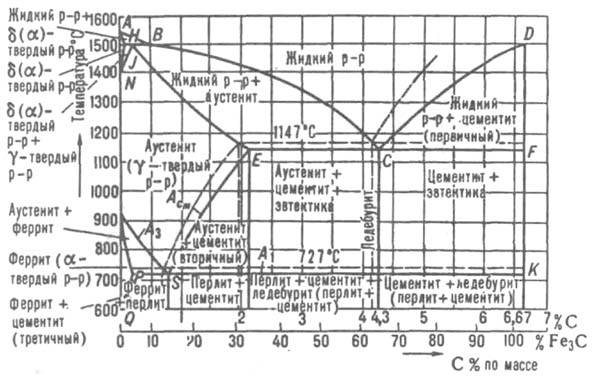
Система железо - углерод. наиболее изучена важнейшая для практики часть системы фазовых состояний Fe - C с содержанием С от 0 до 6,7% по массе (см. рис.).
Рис. Диаграмма состояния системы Fe - С: штриховые линии диаграмма Fe графит; сплошные линия диаграмма Fe цементит.
В этой области за компоненты системы можно принять Fe и Fe3C карбид железа, или цементит. Металлическая основа сплавов железа при температурах выше 727°С аустенит, представляющий собой твердый раствор внедрения углерода в высокотемпературной модификации железа g-Fe; переохлажденный аустенит обладает высокой ударной вязкостью. прочен. Растворимость углерода при 1147°С 2,14% по массе, при 727 °С 0,8% (линия ES диаграммы). При температурах < 727°С основа сплавы железа - феррит. твердый раствор углерода в низкотемпературной модификации железа a-Fe; растворимость С при этих температурах около 0,02% (линия PQ диаграммы); обладает низкой твердостью и относительно низкой прочностью.
Цементит Fe3C обладает орторомбической кристаллической решеткой, элементарная ячейка которой содержит 12 атомов Fe и 4 атома С. Обладает высокой твердостью по Бринеллю (НВ ~ 7000 МПа), хрупок. При соединении с другими элементами образует твердые растворы замещения - легирированный цементит. В зависимости от условий образования различают первичный цементит, выделяющийся при кристаллизации расплава, вторичный, образующийся из пересыщенного аустенита, и третичный, выделяющийся из пересыщенного феррит. Цементит - метастабильная фаза, которая при медленном охлаждении из расплава или при выдержке при температуре 1050-1110 °С после затвердевания распадается на свободный углерод (графит) и Fe, происходит так называемая графитизация.
В расплавленном состоянии Fe и С взаимно растворимы. Линия ABCD диаграммы - линия ликвидуса системы Fe-C, выше которой все сплавы находятся в жидком состоянии, линия AHIECF - линия солидуса, ниже которой для сплавов заканчивается кристаллизация. При содержании С 4,3% в сплавы железа кристаллизуется эвтектическая смесь аустенита с цементитом, наз. ледебуритом; при содержании С 0,8% образуется эвтектоидная смесь феррит. и цементита, наз. перлитом.
В соответствии с диаграммой сплавы железа, равновесно охлажденные до комнатной температуры, содержат различные структурные составляющие. Количественное соотношение фаз для сплава любого состава при указанной температуре определяют на диаграмме состояний Fe-C по правилу "рычага": проводят горизонталь, соединяющую две фазы при искомой температуре, и по длинам противоположных фазам отрезков горизонтали, разделенной данным составом сплава, определяют количеств. соотношение фаз.
Чугуны. Содержат обычно более 2% углерода. Его содержание в чугуне обусловлено хим. процессами, происходящими в доменной печи (см. Печи) при выплавке. Плавят чугун из шихты, содержащей окускованный рудный концентрат, в присутствии топлива (кокса) и флюсов (обычно СаСО3, MgCO3). Снизу в доменную печь вдувают горячий воздух. обогащенный кислородом. Образующиеся в печи СО2, Н2 и твердый углерод последовательно восстанавливают содержащийся в руде Fe2O3 до Fe3O4, FeO и железа. Температура в горне печи, где скапливается жидкий чугун, достигает 1400-1500 °С. Флюсы, взаимодействуя с рудными компонентами, образуют шлак, в который уходят вредные примеси -S, Р, излишки Мп, пустая порода и некоторые цветные металлы. В процессе доменной плавки из шихты в чугун переходят Mn, Si, Cr, Ni, P и другие элементы, из кокса - сера. Восстановит. атмосфера доменной печи способствует интенсивному насыщению Fe углеродом (3Fe + 2CO : Fe3C + CO2), в результате чего доменный чугун может содержать до 4,6% С.
По назначению доменные чугуны разделяют на передельные и литейные. Передельные чугуны, содержащие С > 4%, переплавляют на сталь в конвертерах, мартеновских или электрических печах. Литейные чугуны, содержащие 2,4-3,8% С, применяют в машиностроении для изготовления чугунного литья.
В зависимости от степени графитизации литейные чугуны подразделяют на белый, половинчатый и серый; в зависимости от формы включений графита - на чугун с пластинчатым, шаровидным, вермикулярным (изогнутые пластинки) и хлопьевидным графитом; в зависимости от характера металлической основы - на перлитный, ферритный, феррито-перлитный; в зависимости от назначения - на конструкционный и чугун со спец. свойствами; по хим. составу на легированный и нелегированный.
В белом чугуне избыточный углерод, не находящийся в твердом растворе Fe, присутствует в связанном состоянии в виде цементита или т. наз. спец. карбидов (в легированных чугунах). Кристаллизация белых чугунов происходит при быстром охлаждении с образованием цементита и перлита. Белый чугун обладает большой твердостью и хрупкостью. Тот же чугун, быстро охлажденный только с поверхности (отбеленный), используют для изготовления деталей, работающих в условиях повышенному абразивного износа.
Для улучшения мех. свойств белого чугуна его подвергают графитизирующему отжигу, в результате чего цементит распадается, а образующийся графит приобретает форму хлопьев. Условия отжига: отливку выдерживают 10-12 ч при 1000°С, охлаждают до 700 °С и выдерживают 20-30 ч. На графитизацию положительно влияют легирующие элементы Si, Ni, Сu, Al, Ti, CO, отрицательно - Сr, Мn, Мо и W, которые способствуют устойчивости цементита. Получающийся чугун носит название ковкого, обладает лучшей демпфирующей способностью, чем сталь, и меньшей чувствительностью к надрезам, пригоден для работ при низких температурах. Механические свойства ковкого чугуна определяются структурой металлической основы, количеством и степенью компактности включений графита. Наиболее высокими свойствами обладает перлитный ковкий чугун (sраст~600 МПа) при относит. удлинении d=3%); повышенной пластичностью - ферритный. Ковкий чугун применяется в основном в автомобиле-, тракторo- и сельхозмашиностроении.
В половинчатом чугуне, образующемся в результате неполной графитизации белого чугуна, углерод содержится в виде цементита и графита. Включения графита, приобретающие лепестковую или пластинчатую форму, являются концентраторами внутренних напряжений в металле. Обладает пониженной по отношению к белому чугуну твердостью и прочностью. Применяется в качестве фрикционного материала, работающего в условиях сухого трения (тормозные колодки), а также для изготовления деталей повышенной износостойкости (прокатные, бумагоделательные, мукомольные валки).
Серый чугун содержит включения графита пластинчатой формы. В зависимости от характера металлической основы подразделяется на перлитный, содержащий включения графита в перлите, ферритно-перлитный, с включениями графита на фоне участков свободного феррита и перлита, и ферритный, содержащий графитные включения на фоне свободного феррита. Наиболее высокой прочностью и твердостью (sизг = 320 МПа, НВ = 2000 МПа) обладает перлитный серый чугун; прочность ферритно-перлитного чугуна sизг = 200-250 МПа, ферритного ~ 200 МПа.
Перлитный серый чугун применяют для изготовления цилиндров, втулок и др. нагруженных деталей двигателей, станин и др.; для менее ответственных деталей применяют ферритно-перлитный и ферритый чугун.
Повышение механических свойств серого чугуна достигается путем измельчения и сферодизации графитных включений. Для этого проводится модифицирование чугуна: в жидкий чугун перед разливкой вводят в порошковом виде модификатор, например Mg, Се, V, Са и др., частицы которых служат центрами графитизации и способствуют образованию графита в виде мелких глобул, имеющих шаровидную форму. Такой модифицированный, или высокопрочный, чугун обладает более высокими прочностными характеристиками (sизг = 1000 МПа, d = 4%), хорошими литейными и технологическими свойствами (жидкотекучесть, линейная усадка, обрабатываемость резанием). Применяется для замены стальных кованых деталей (коленчатые валы двигателей, компрессоров и др.), деталей из ковкого или обычного серого чугуна, а также во мн. областях машиностроения.
В промышленности выплавляют также легированные чугуны со специальными физико-химическими свойствами, например, коррозионностойкие чугуны, легированные Ni и Сu; кислотоупорные и щелочеупорные, легированные Сr и Ni; жаростойкие, легированные Al, Si, Мо; антифрикционные, легированные Si, Mn, Сr и Сu. Получают обычно легированные чугуны специальными доводками в ковше, электропечах и вагранках (термическая обработка, добавление ферросплавов и др.).
Стали. Содержат менее 1,5-2% углерода. Основные способы производства стали кислородно-конвертерный, мартеновский и электросталеплавильный. Наиболее прогрессивные - кислородно-конвертерный и электросталеплавильный; объем мирового производства стали, выплавленной этими способами, неуклонно растет.
Кислородно-конвертерный способ позволяет выплавлять сталь широкого сортамента, использовать в шихте металлический лом и сократить продолжительность плавки. Емкость для выплавки стали - конвертер представляет собой ретортообразный резервуар, футерованный доломитовыми и магнезитовыми материалами; оснащен поворотным механизмом, позволяющим разливать сталь. Конвертер через горловину заливают жидким чугуном, который продувается сверху или через днище смесью кислорода с воздух.м, природным газом, нефтепродуктами. После загрузки шихты (железного лома, рудного концентрата, флюсов) в конвертер через горловину вдвигают водоохлаждаемую фурму и через нее на поверхность расплава подается чистый кислород. Происходит интенсивное окисление Fe и обильное образование FeO, который активно взаимодействует с углеродом и примесями (Si, Mn, Р), окисляя их и восстанавливаясь в Fe.
Шихтовые материалы при мартеновской плавке - передельный чугун (в твердом или жидком состоянии), рудный концентрат, стальной лом (скрап); флюсы: при основном процессе - известняк, при кислом - кварцевый песок. Тип процесса определяется качеством исходных материалов; руду, загрязненную Р, S, плавят в "основной" печи, футерованной магнезитовым или магнезитохромовым кирпичом, руду более высокого качества - в "кислой" печи, футерованной доломитовым кирпичом.
Плавка стали из передельного чугуна и скрапа - окислительный процесс. Во время плавления шихты происходит окисление Fe и примесей. Образующийся FeO активно взаимодействует с углеродом по реакции FeO + С : СО + Fe, вследствие чего содержание углерода в металле снижается. Для интенсификации окисления в металлической ванне и горения топлива воздушное дутье обогащают кислородом. Однако образующееся при этом избыточное кол-во FeO в конце плавки нежелательно, т. к. кислород является вредной примесью в металле. Для удаления кислорода производят раскисление расплавленной стали с помощью Аl, ферромарганца и ферросилиция. В зависимости от степени раскисления различают кипящую, полуспокойную и спокойную (полностью раскисленную) сталь.
Мартеновский способ менее экономичен, чем конвертерный и электросталеплавильный.
Широкое применение в черной металлургии получила выплавка стали в дуговых и индукционных электропечах, что позволяет выплавлять сталь со значительно меньшим содержанием в расплаве FeO, точно дозировать шихту при выплавке качественных сталей, осуществлять плавку в вакууме, под высоким давлением, получать более высокие температуры расплава; метод экономичен.
Шихта для плавки стали в электропечах обычно содержит стальной лом, металлизованные окатыши, ферросплавы. чугун и флюсы. Окисление примесей происходит вследствие продувки жидкого металла кислородом. Для получения стали повышенного качества применяют различные способы ее последующего рафинирования: электрошлаковый переплав, вакуумно-дуговой переплав, вакуумно индукционную плавку, плазменно-дуговой переплав, электроннолучевую плавку, внепечное рафинирование в ковше, рафинирование стали продувкой инертными газами. Металлизованные окатыши, частично заменяющие чугун, получают обычно прямым восстановлением Fe из руд с помощью СО, Н2 и пылевидного каменного угля в результате так называемых процессов внедоменной металлургии.
Существенное значение для качества выплавленной стали имеют процессы ее разливки, формирования слитка и последующей его прокатки. Прогрессивным направлением является непрерывная разливка стали и совмещение ее с прокаткой, что позволяет получать более качеств. прокат с меньшими потерями.
Свойства сталей, как и чугунов, определяются свойствами и количественным соотношением фаз, присутствующих в сплаве. Сталь, содержащая 0,8% С, наз. эвтектоидной, менее 0,8% С - доэвтектоидной и более 0,8% С заэвтектоидной. Структура доэвтектоидной стали в равновесном состоянии
состоит из участков феррит. и перлита, эвтектоиднои - из участков перлита, заэвтектоидной - из участков перлита и вторичного цементита в виде сетки или мелких глобул. С повышением содержания углерода в стали до 0,9% ее твердость и прочность возрастают, при дальнейшем увеличении содержания углерода прочность снижается, твердость же продолжает расти.
Для улучшения механических свойств стали ее подвергают термической и химико-термической обработке, а в некоторых случаях - сочетанию пластической и термической обработки (термомеханической обработке). Выбор условий термической обработки проводится с помощью диаграмм изотермического превращения переохлажденного аустенита, которые строятся для каждой конкретной стали и характеризуют время и характер распада переохлажденного аустенита в зависимости от температуры переохлаждения. Критические точки A1 для сталей с любым содержанием углерода находятся на линии PSK диаграммы Fe-C и соответствуют превращению перлита в аустенит и обратно, критические точки А соответствуют завершению превращения феррит. в аустенит для доэвтектоидной стали, точки АCmна линии SE - завершению превращения вторичного цементита в аустенит для заэвтектоидной стали.
Основные виды термической обработки стали - отжиг, нормализация, закалка, отпуск. Отжиг подразделяется на отжиг I и II рода. Отжиг I рода не связан с фазовыми перекристаллизациями стали и проводится в аустенитном состоянии при высоких температурах и длит. выдержках, необходимых для выравнивания концентрационных неоднородностей, различного рода ликвации (диффузионный отжиг), или при температурах несколько ниже критической точки А1 -для протекания процесса рекристаллизации и снятия наклепа после холодной пластической деформации (рекристаллизационный отжиг). Отжиг II рода заключается в нагреве стали выше критических точек, т. е. перекристаллизации, выдержке, медленном охлаждении с выдержкой в процессе охлаждения при 650-680 °С для сферодизации пластинчатого цементита с послед. охлаждением до комнатной температуры. Такой отжиг приводит сталь в равновесное состояние, смягчает ее, улучшает обрабатываемость резанием. Нормализация заключается в нагреве стали до однофазного аустенитного состояния, выдержке и охлаждении на воздух.. При нормализации достигается измельчение структуры, повышение сопротивления стали хрупкому разрушению, улучшение ее механической обрабатываемости. Закалка доэвтектоидной стали заключается в нагреве сплава до однофазного аустенитного состояния; заэвтектоидной - в нагреве до двухфазного состояния (аустенит + вторичный цементит) с выдержкой до прогрева и быстрым охлаждением в воде или масле. Закалка проводится с целью придания стали высокой твердости и прочности, что связано с образованием в стали мартенсита, представляющего собой пересыщенный твердый раствор С в a-Fe. При закалке в стали возникают большие внутренние напряжения, повышается ее прочность и твердость. После закалки для повышения вязкости и пластичности стали, снижения внутренних напряжений и твердости применяют отпуск стали, заключающийся в нагреве до температуры ниже критической точки A1, выдержке при этой температуре с послед. охлаждением с заданной скоростью. При отпуске происходит распад мартенсита, остаточного аустенита, выделение и коагуляция карбидов. К отпуску прибегают для достижения необходимого комплекса механических свойств, главным образом наилучшего сочетания прочности и пластичности, а также для устранения внутренних напряжений, возникающих при закалке. Совмещение закалки стали с высоким отпуском, применяемое для конструкционных сталей, наз. улучшением; при этом достигается оптимального сочетание прочности и вязкости стали.
Для повышения твердости и износостойкости поверхностного слоя стальных изделий, увеличения контактной выносливости их подвергают некоторым видам химико-термической обработки - поверхностному насыщению стали углеродом (цементация), азотом (азотирование), бором (борирование), хромом (хромирование) и др. элементами, с последующей закалкой и отпуском.
Термомеханическую обработку стали применяют для повышения ее твердости и прочности при сохранении достаточно высокой пластичности и ударной вязкости. Различают высоко- и низкотемпературную обработки. При высокотемпературной обработке пластическую деформацию проводят в аустенитном состоянии с последующей закалкой; при низкотемпературной - сталь нагревают до аустенитного состояния, охлаждают до температур, ниже температур повышенной устойчивости переохлажденного аустенита, проводят пластическую деформацию и быстрое охлаждение. При термомеханической обработке обычно происходит измельчение структуры сплава (зерна, мартенсита, карбидов).
В зависимости от содержания С и легирующих элементов стали разделяют на углеродистые и легированные. В углеродистых сталях кроме углерода обычно содержится до 0,7% Мn, 0,37% Si, 0,04% S и 0,035% Р. Легированные стали по хим. составу разделяют на низколегированные с общим содержанием легирующих элементов до 2,5%, среднелегированные - от 2,5 до 10% и высоколегированные - выше 10%.
По отношению к углероду легирующие элементы в сплавы железа можно разделить на элементы, не образующие карбидов (Ni, Si, Co, Al и Сu), и карбидообразующие элементы (Сr, Mn, W, Mo, V, Ti, Nb, Та и Zr). По степени возрастающего сродства к углероду легирующие элементы располагаются в ряд: Мn < Сr < W < Мо < Та < V < Zr < Ti < Nb. В сталях могут образовываться как простые, так и сложные карбиды этих элементов, например Fe2W2C, WC, W2C, Мо2С, (Fe, Cr, Mo)23C6Cr3C2.
В зависимости от основного легирующего элемента различают хромистые, кремнистые, марганцовистые, никелевые, хромоникелевые, молибденовые и вольфрамовые стали.
По структуре, полученной при охлаждении на воздух. из аустенитного состояния, различают стали перлитного, мартенситного, аустенитного, феррит.ого и ледебуритного классов. К перлитному классу относят углеродистые и малолегированные стали, к остальным - легированные.
Легированные стали маркируются обычно буквенно-цифровыми обозначениями. Легирующие элементы обозначают русскими заглавными буквами: Mn - Г; Si - С; Сr - Х; Ni - H; W - B; V - Ф; Ti - T; Мо - М; Со - К; Аl - Ю; Cu - Д; В - Р; Nb - Б; Р - П; перед буквами дается содержание углерода; если содержание углерода равно 1,0%, цифра в марке не ставится. При содержании легирующего элемента > 1,5% после заглавной буквы соответствующего элемента указывают его содержание в целых процентах. В некоторых случаях перед маркой легированных сталей буквами указывают области их применения.
Различают стали общего назначения, автоматные, конструкционные (углеродистые и легированные), инструментальные (углеродистые и легированные), быстрорежущие и др.
Стали общего назначения относятся к доэвтектоидным углеродистым сталям. Используются без термической обработки или после нормализации и закалки.
Автоматные стали содержат повышенное количество фосфора (<0,1%), характеризуются хорошей механической обрабатываемостью и повышенной хрупкостью. Хорошо обрабатываются резанием; применяются для изготовления деталей, работающих при невысокой ударной нагрузке и малых коэффициентов трения.
Конструкционные углеродистые стали применяют без термообработки или после нормализации и улучшения для изготовления деталей, не испытывающих больших нагрузок. Конструкционные легированные стали подразделяют на цементируемые и улучшаемые. Первые подвергают цементации - насыщению с поверхности углеродом с последующей полной закалкой и низким отпуском, вторые - улучшению (закалке и высокому отпуску). Пружинно-рессорные стали, легированные Si, обладают высоким пределом упругости (предел пропорциональности @ 1500 МПа); их термической обработка - закалка и средний отпуск.
Инструментальные углеродистые и легированные стали предназначены для изготовления режущих, измерительных и штамповых инструментов, обладающих высокой твердостью, износостойкостью, достаточной ударной вязкостью. прочностью, теплостойкостью. Для режущего инструмента, работающего при небольших скоростях резания, применяют углеродистые заэвтектоидные стали, а также легированные хромокремнистые, хромовольфрамомарганцовистые и другие инструментальные стали. Последние обладают большей прокаливаемостью и теплостойкостью, меньшей хрупкостью, чем углеродистые. Для холодных штампов используют легированные доэвтектоидные стали (хромоникельмолибденовые, хромоникельтитановые и др.), для инструментов холодного деформирования - высокохромистые стали ледебуритного класса, содержащие 12% Сr, для инструментов холодного выдавливания - сложнолегированные стали с содержанием С 0,75%, для инструментов горячего деформирования - сложнолегированные электростали, содержащие 0,4-0,6% С.
Быстрорежущие стали применяют для изготовления разнообразного режущего инструмента, работающего при высоких скоростях резания. Они обладают высокой теплостойкостью, твердостью, износостойкостью, высокой прокаливаемостью. Широко применяют сложнолегированные быстрорежущие стали, содержащие W, Мо, Со, Сr, V и др. элементы; содержание в них углерода около 0,9%. Наиб. часто применяемая быстрорежущая сталь содержит 5-6% W.
Быстрорежущие стали относятся к сталям ледебуритного класса, т. к. благодаря высокому легированию в них сохраняются первичные карбиды, образовавшиеся при кристаллизации. Термическая обработка таких сталей состоит из высокотемпературной закалки в масле и трехкратного высокого отпуска.
К жаропрочным сталям относят высоколегированные стали, содержащие Сr (0,4 14%), Ni (8-34%), Мо (0,4 0,8%), W (0,5 2%), V (0,15 0,40%). Жаропрочность сплава связана с тугоплавкостью основного металла, наличием в сплаве твердого раствора и дисперсной упрочняющей фазы. Жаропрочные стали подразделяют на стали для низких и средних температур стали ферритного класса, и повышенных температур (700 750 °С) стали аустенитного класса. Высокохромистые жаропрочные стали подвергают закалке при 1000-1060°С в масле и высокому отпуску. Для работы при температурах 800 °С применяют обычно сплавы на основе никеля.
Коррозионностойкие (нержавеющие) стали стойки против разрушения в хим. агрессивных средах (кислотах, щелочах). Осн. легирующий элемент этих сталей Сr.
Хромистые нержавеющие стали разделяют на: 1) мартенситныe стали, легированные Сr (12-18%) и содержащие до 0,4% С; обладают высокими мехаическими свойствами; 2) ферритные высокохромистые (16-30% Сr) стали; обладают высокой коррозионной стойкостью и пониженными механическими свойствами; 3) аустенитные стали, легированные Сr (12-30%) и Ni (7-20%); обладают высоким пределом ползучести; применяются для работ при температурах до 700 °С. Термическая обработка хромистых нержавеющих сталей заключается в двойном отжиге или закалке, обработке холодом и старении (длительная выдержка при температурах, соответствующих отпуску).
Электротехнические стали (трансформаторная и динамная) обладают высокой магнитной проницаемостью и малыми потерями при перемагничивании; применяются обычно в виде листа и служат для изготовления различных магнитопроводов. Основной легирующий элемент электротехнических сталей Si; содержание его в трансформаторной стали 4%, в динамной до 2,5%. В связи с большим содержанием Si и малым содержанием углерода трансформаторная сталь является сталью ферритного класса. С помощью отжига после холодной или горячей прокатки добиваются получения ребровой или кубической текстуры этой стали, что значительно повышает ее электротехнические свойства.
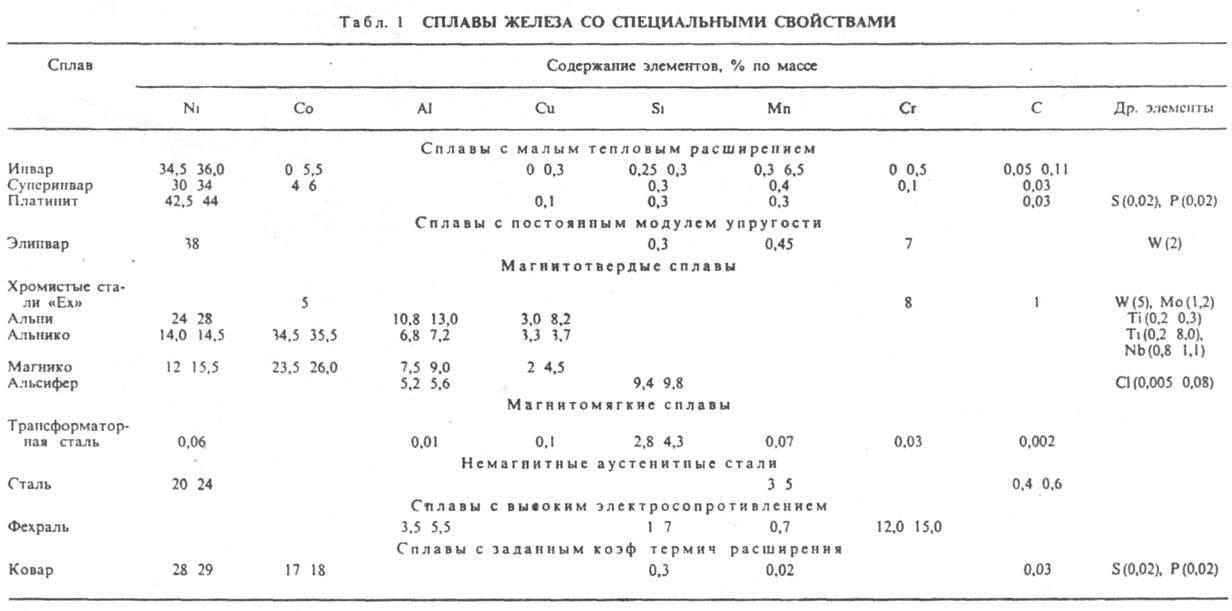
Сплавы с особыми физико-химическими свойствами. К ним относят некоторые виды стали и сплавы с высоким (до 50%) содержанием различных элементов. Среди первых наиболее применение находят износостойкие стали аустенитного класса с высоким содержанием Мn (> 13%). Они обладают высоким сопротивлением износу и повышенных прочностью при довольно низкой твердости (например, сталь Гадфильда). Такое необычное сочетание противоположных свойств объясняется способностью стали самоупрочняться под нагрузкой. Вторую группу составляют сплавы, обладающие специальными свойствами (табл. 1).
Ферросплавы используют в процессе производства сплавы железа в качестве промежуточных шихтовых материалов для легирования и раскисления стали, чугуна и некоторых др. сплавов. Наибольшее распространение получили ферросилиций, ферромарганец, феррохром и др.
Легирующее действие того или иного ферросплава на сталь заключается в растворении легирующего элемента в Fe или химическое взаимодействие его с цементитом, в результате чего в стали образуются твердые растворы замещения и карбиды соответствующих металлов различного типа (М3С, МС, М2С, М7С3, М6С и др.).
Для производства ферросплавов обычно используют руды необходимых элементов, содержащие железо. Способы выплавки ферросплавов: электротермический, электросиликотермический, металлотермический и доменный (табл. 2).
Историческая справка. сплавы железа как материал, используемый человеком, имеют многовековую историю. Еще в сер. 2-го тыс. до н. э. человек научился восстанавливать железные руды нагреванием с древесным углем, получая т. наз. сыродутное железо - ковкое и высокопластичное, почти не содержащее углерода. Из полученной таким образом заготовки ("губки") выковывали различные изделия.
Первые сведения о чугуне относятся к 6 в. до н. э. В Китае из высокофосфористых железных руд получали низкоплавкий чугун с высоким содержанием Р (0,8-0,9%), из которого отливали различные изделия. Античным металлургам чугун был известен в 4-5 вв. до н. э. Производство чугуна в Европе началось в 14 в. с появлением первых небольших печей (домниц). В России производство чугуна началось в 16 в.; при Петре I Россия по выпуску чугуна превзошла все страны. В 18 в. появление печей для плавки литейного чугуна и лома (вагранок) положило начало независимому существованию чугунолитейного производства на машиностроительных заводах. В начале 19 в. начинается производство ковкого чугуна, в сер. 20 в. - легированного.
Для получения литой стали древние мастера применяли расплавление мелких кусков чугуна и стали в огнеупорных тиглях (тигельная плавка). Такая плавка позволяла производить высококачественная сталь особой структуры (узорчатая сталь), обладающую высокой твердостью и упругостью, - булат, применяемый для изготовления холодного оружия исключит. стойкости и остроты. Тигельный процесс просуществовал до начала 20 в. В конце 18 в. стало использоваться пудлингование - процесс передела чугуна в мягкие малоуглеродистые стали, получающиеся в тестообразном состоянии на поду пламенной отражательной (пудлинговой) печи. Предложенные во 2-й пол. 19 в. Г. Бессемером и П. Мартеном конвертерный и мартеновский способы выплавки сплавы железа позволили начать массовое производство литой стали. В конце 19 в. начала применяться выплавка в электропечах. До середины 20 в. главенствующее положение среди способов произ-ва стали занимал мартеновский процесс, на долю которого приходилось около 80% выплавляемой в мире стали. С 50-х гг. резко возросла роль кислородно-конвертерного способа.
Производство стали в мире составляет 90-95% производства всех металлов. Мировое производство стали около 700 млн. т/год (1984). Лит.: Бокштейн С. 3., Строение и свойства металлических сплавов, М., 1971; Гуляев А. П., Чистая сталь, М., 1975; Пикеринг Ф., Физическое металловедение и разработка сталей, пер. с англ., М., 1982; Металловедение и термическая обработка стали. Справочник под ред. М. П. Бернштейна и А. Г. Рахштадта, 3 изд., т. 1-3, М., 1983; Блантер М. Е., Теория термической обработки, М., 1984; Гуляев А. П., Металловедение, 6 изд., М., 1986; Новиков И. И., Теория термической обработки металлов, 4 изд., М., 1986.
Б. Г. Сазонов, Ю. Б. Сазонов.